

On June 26, the 8th China International Advanced Coal Chemical Symposium, co-hosted by Coal Chemical Connect and Coal Chemical 365 Think Tank, commenced in ürümqi, Xinjiang. Experts and industry representatives gathered to discuss the future of coal chemical development. CAS Hefei Gasification Technology Co., Ltd. (hereinafter referred to as ZHGAS) was invited to attend.

That afternoon, Chen Wu, Deputy Director of ZHGAS’s Commerce Department, delivered a keynote report titled "System Solutions for CFB Coal-to-Gas and Gasification Slag Resource Utilization Under the Dual Carbon Goals." He explored the trends and challenges facing the coal gasification industry amid China’s Carbon Peaking and Carbon Neutrality strategy, supporting Xinjiang’s high-quality coal chemical development.
In his presentation, Chen detailed the R&D and industrialization journey of CGAS Circulating Fluidized Bed Coal Gasification Technology. Highlighting its core strengths and applications, he showcased ZHGAS’s innovations in synthetic ammonia production and industrial gas supply, backed by flagship projects including:
Xinjiang Yihua Gasification Facility
Indonesia Xiangsheng CFB Gasification Project
Dongfang Hope CFB Gasifier Project
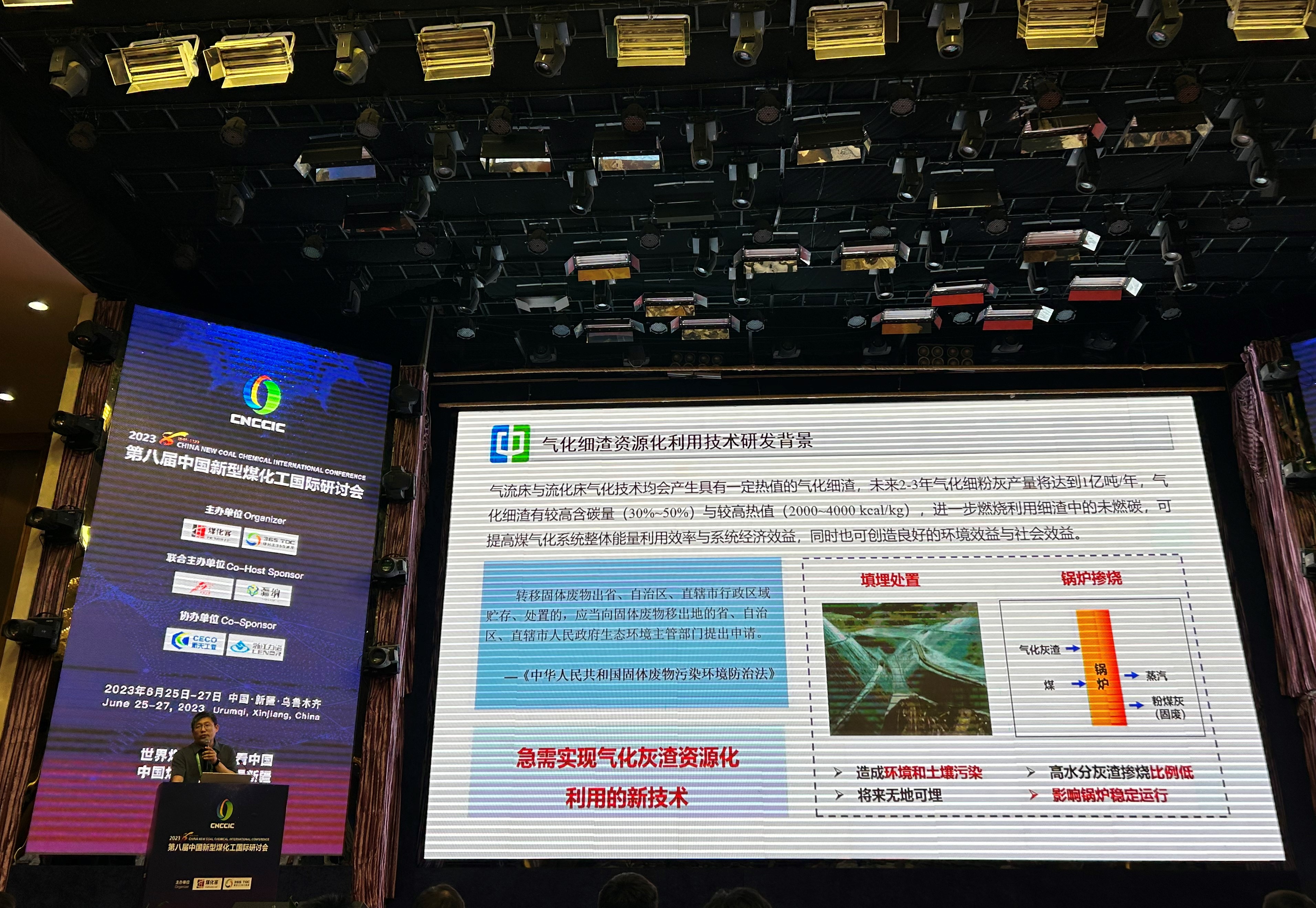
Addressing gasification slag waste from entrained-flow and fluidized-bed systems, Chen Wu proposed solutions for high-carbon-content slag:
Slag Preheating-Melting Gasification Technology or Residual Carbon Combustion Technology to convert unburned carbon into syngas or high-temperature steam, enabling cascaded coal utilization.
These methods boost energy efficiency while delivering economic and environmental benefits.
Current projects include:
Xinjiang Tianye Carbon-Based Solid Waste Resourceization Project (first entrained-flow slag treatment);
Shandong Rongxin Gasification Fly Ash Resource Utilization (first CFB fine slag melting project);
Linzhou Fengbao Residual Carbon Combustion Project.
As an industrial leader under the CAS Hongguang Initiative, ZHGAS consistently aligns innovation with industrial needs. Through technology integration, system optimization, and engineered market solutions, the company transforms R&D into productivity, driving green, low-carbon advancement in the coal chemical sector.






